Utviklingshistorie for sømløs stålrør
Produksjon av sømløse stålrør har en historie på nesten 100 år. De tyske Mannesmann-brødrene oppfant først tovals-kryssvalsingspisseren i 1885, og den periodiske rørmøllen i 1891. I 1903 oppfant den sveitsiske RC Stiefel den automatiske rørmøllen (også kjent som topprørmøllen). Etter det dukket det opp forskjellige forlengelsesmaskiner som kontinuerlig rørmølle og rørjekkemaskin, som begynte å danne den moderne sømløse stålrørindustrien. På 1930-tallet, på grunn av bruken av trevalsrørvalseverk, ekstruder og periodisk kaldvalseverk, ble utvalget og kvaliteten på stålrør forbedret. På 1960-tallet, på grunn av forbedringen av kontinuerlig rørmølle og fremveksten av trevals-pissere, spesielt suksessen til spenningsreduserende møller og kontinuerlig støpeemne, ble produksjonseffektiviteten forbedret og konkurranseevnen mellom sømløse rør og sveisede rør forbedret. På 1970-tallet holdt sømløse rør og sveisede rør tritt, og verdens stålrørproduksjon økte med en hastighet på mer enn 5 % per år. Siden 1953 har Kina lagt vekt på utviklingen av sømløse stålrør, og har i utgangspunktet etablert et produksjonssystem for valsing av alle typer store, mellomstore og små rør. Vanligvis benytter kobberrør også prosessene for billetkryssvalsing og piercing.
Anvendelse og klassifisering av sømløse stålrør
Søknad:
Sømløse stålrør er en type økonomisk profilert stålrør som spiller en svært viktig rolle i den nasjonale økonomien. Det er mye brukt i petroleum, kjemisk industri, kjeler, kraftverk, skip, maskineri, bilindustrien, luftfart, romfart, energi, geologi, konstruksjon, militærindustri og andre avdelinger.
Klassifikasjon:
① I henhold til seksjonsformen: sirkulært seksjonsrør og spesialseksjonsrør.
② i henhold til materialet: karbonstålrør, legeringsstålrør, rustfritt stålrør og komposittrør.
③ i henhold til tilkoblingsmodus: gjenget tilkoblingsrør og sveiset rør.
④ i henhold til produksjonsmåte: varmvalsende (ekstrudering, jekking og ekspansjon) rør og kaldvalsende (trekking) rør.
⑤ i henhold til formålet: kjelerør, oljebrønnrør, rørledningsrør, strukturrør og kjemisk gjødselrør.
Produksjonsteknologi for sømløs stålrør
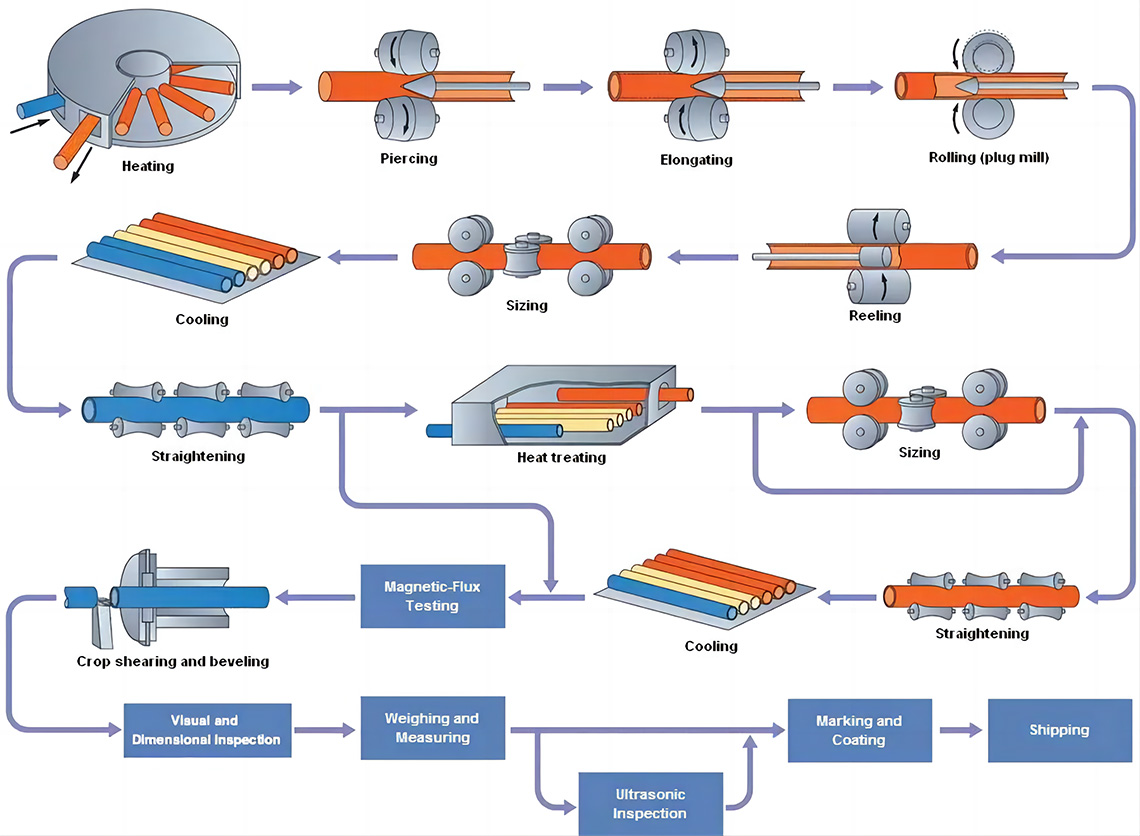
① Hovedproduksjonsprosess (hovedinspeksjonsprosess) for varmvalset sømløst stålrør:
Forberedelse og inspeksjon av røremne → oppvarming av røremne → perforering → valsing av rør → oppvarming av rått rør → dimensjonering (redusering) → varmebehandling → retting av ferdig rør → etterbehandling → inspeksjon (ikke-destruktiv, fysisk og kjemisk, benktest) → lager.
② Hovedproduksjonsprosesser for kaldvalset (trukket) sømløst stålrør
Emneforberedelse → beising og smøring → kaldvalsing (tegning) → varmebehandling → retting → etterbehandling → inspeksjon.
Produksjonsprosessflytskjemaet for varmvalset sømløst stålrør er som følger:
Publisert: 14. september 2023